鄂西北地區(qū)鋼構(gòu)外墻圍
護(hù)系統(tǒng)材料綜合供應(yīng)商



鄂西北地區(qū)鋼構(gòu)外墻圍
護(hù)系統(tǒng)材料綜合供應(yīng)商


news
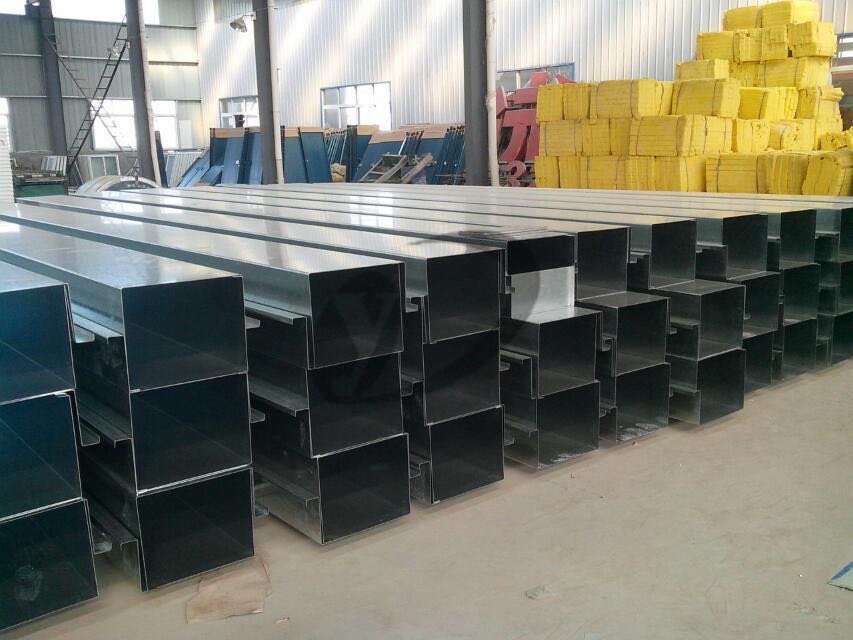
十堰C型鋼的厚壁質(zhì)量是怎么控制的呢?十堰C型鋼廠家分享不同的用戶對(duì)C型鋼的厚度有不同的要求。假如要同時(shí)知足這些要求,所選的C型鋼出產(chǎn)工藝和設(shè)備非常樞紐。- 般來說,冷軋很難出產(chǎn)出高質(zhì)量的C型鋼,所以要用C型鋼機(jī)來完成。
物料從C型鋼機(jī)尾部進(jìn)入后,被各種壓輥壓下,成型后的C型鋼從機(jī)頭輸出。這不僅大大優(yōu)化了必要的出產(chǎn)加工工藝,而且進(jìn)步了產(chǎn)量。它還能保證C型鋼產(chǎn)品具有平均的壁厚和復(fù)雜的界面外形。
為了達(dá)到正確的壁厚,在壓制C型鋼時(shí), C型鋼機(jī)使用的模具由正確的上模具和一-些具有相同尺寸、規(guī)格和尺寸的下模具組成。為了在加工前將它們安裝到位,不僅需要確保上模和下模的平穩(wěn)運(yùn)行,還需要確保附近的問隙平均,以便壓制的C形鋼可以具有平均的壁厚。

在加工C型鋼的過程中,安裝模具并對(duì)主機(jī)進(jìn)行測試。然后啟動(dòng)空。壓縮機(jī)真空泵、擠出機(jī)、切磚機(jī)、給料機(jī)、壓磚機(jī)。主機(jī)和瓷磚輸送機(jī)。泊車時(shí),首先休止擠壓機(jī),然后休止其余設(shè)備。我們?cè)谑褂迷O(shè)備前,檢查連接是否牢固,安裝螺栓螺母是否擰緊,用電啟動(dòng)發(fā)念頭試運(yùn)轉(zhuǎn)前,在左右底盤加足夠的潤滑油。從擠出機(jī)擠出的泥坯由切割機(jī)切割成固定長度,由輥式輸送機(jī)輸送到壓磚機(jī),并由裝載機(jī)按照指定程序輸送到下模。將
由C型鋼機(jī)壓制的磚坯在工作臺(tái)上分度后,由卸磚機(jī)的真空吸盤吸附,分度后放置在輸送線的磚坯支架上。
用該C型鋼機(jī)制造的C型鋼的壁享可以做得很薄,大大簡化了出產(chǎn)工藝,進(jìn)步了出產(chǎn)效率。它可以出產(chǎn)各種均勻壁厚但截面復(fù)雜的型材和不同材質(zhì)的冷穹彩鋼設(shè)備,這些都是普通熱軋方法難以出產(chǎn)的。
以上是關(guān)于C型鋼的厚壁質(zhì)量是怎么控制的相關(guān)介紹, 希望大家看完能有所幫助,想要了解更多十堰c型鋼內(nèi)容歡迎關(guān)注我們的網(wǎng)站。
 聯(lián)系人:王經(jīng)理
聯(lián)系人:王經(jīng)理  電話:18727196059
電話:18727196059  營銷中心:湖北省襄陽市襄州區(qū)光彩新城25棟110-113
營銷中心:湖北省襄陽市襄州區(qū)光彩新城25棟110-113  生產(chǎn)基地:襄陽市鄧城大道西韓洼工業(yè)園 (襄陽西高速入口東邊500米)
生產(chǎn)基地:襄陽市鄧城大道西韓洼工業(yè)園 (襄陽西高速入口東邊500米) 
關(guān)注遠(yuǎn)大客服

關(guān)注公眾號(hào)
 當(dāng)前位置:
當(dāng)前位置:

 熱門推薦
熱門推薦